Th5
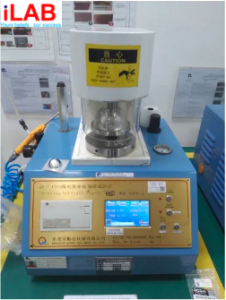
KIỂM TRA, BẢO DƯỠNG MÁY ĐO ĐỘ BỤC BAO BÌ QD-3005B
Máy đo độ bục bao bì qd-3005b ta biết độ bền bục Bursting Strength là một chỉ số cốt lõi. Chỉ số áp dụng trong ngành sản xuất giấy rất nhiều. Việc làm màng nhôm và bao bì carton cũng cần. Nó ảnh hưởng trực tiếp đến khả năng bảo vệ sản phẩm. Bao bì lưu kho và vận chuyển cần độ bền này. Máy QINDA QD-3005B là thiết bị kiểm tra chuyên dụng. Máy được vi tính hóa để đo độ bền bục. Thiết bị giúp doanh nghiệp đánh giá chính xác chất lượng. Việc kiểm tra tuân thủ theo các tiêu chuẩn quốc tế. Tiêu chuẩn tiêu biểu gồm TAPPI-T-810-OM-2006 và dòng T403.
Thiết bị này được sử dụng vô cùng rộng rãi hiện nay. Các phòng quản lý chất lượng QA/QC thường xuyên sử dụng. Phòng thí nghiệm ngành bao bì cũng trang bị máy này. Mục đích nhằm xác định áp lực tối đa của vật liệu. Giấy tấm hay các loại màng được thử nghiệm kỹ. Màng nhôm foil cũng được đưa vào đo đạc chuẩn. Máy đo áp lực trước khi vật liệu bị vỡ rách.
Sau thời gian dài vận hành, thiết bị có thể lỗi. Cảm biến áp suất máy dễ bị lệch dải zero. Hệ thống thủy lực có thể bị hụt dầu khi chạy. Dầu thủy lực đôi khi cũng bị lẫn bọt khí. Màng cao su của máy dễ bị lão hóa hoặc rách. Bộ lọc khí nén có nguy cơ tắc nghẽn do nước. Vì vậy, việc kiểm tra bảo dưỡng định kỳ rất quan trọng. Thao tác đảm bảo kết quả đo luôn chính xác cao. Tuổi thọ của máy cũng được kéo dài đáng kể.

Các bước kiểm tra tổng quan:
-kiểm tra trực quan:
- Thân vỏ và cơ cấu kẹp: Quan sát toàn bộ thiết bị, kiểm tra các dấu hiệu nứt vỡ, rò rỉ dầu thủy lực ở phần đầu đo. Kiểm tra tấm chắn bảo vệ bằng nhựa mica trong suốt xem có bị nứt hay lỏng lẻo không.

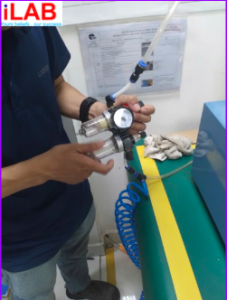
- Hệ thống khí nén phụ trợ: Kiểm tra bộ lọc và điều áp khí nén (Air Filter Regulator) lắp ở phía sau/bên sườn máy. Đảm bảo bình lọc không bị nứt và không tích tụ quá nhiều nước hay dầu bẩn.
- Hệ thống điện: Kiểm tra dây nguồn, phích cắm và đảm bảo nguồn điện cấp vào đúng điện áp quy định (220V AC, 50Hz).
- Giao diện điều khiển: Kiểm tra tình trạng màn hình hiển thị LCD, các nút nhấn vật lý (PUNCHING/START, STOP, RETURN), và khay chứa giấy của máy in nhiệt tích hợp.
-Kiểm tra chức năng :
- Khởi động hệ thống: Bật nguồn máy, kiểm tra màn hình thao tác hiển thị rõ ràng các thông số (Current value, Peak, Average, Unit: kgf/cm²). Thử nghiệm các nút nhấn để đảm bảo phản hồi nhạy bén.

- Chức năng kẹp khí nén: Nhấn lệnh thử để kiểm tra cơ cấu kẹp xi lanh nén từ trên xuống xem có mượt mà, ép chặt và giữ cố định được mẫu hay không.
- Đánh giá thử nghiệm với mẫu chuẩn (Hiệu chuẩn): Sử dụng các miếng màng nhôm chuẩn đi kèm (ví dụ loại màng chuẩn có trị số 61±0.5kgf/cm.Tiến hành bấm bục thử:
-Nếu máy đo ra kết quả đỉnh (Peak) nằm trong phạm vi sai số cho phép (ví dụ hiển thị 12.17 kgf/cm), hệ thống cảm biến và thủy lực đạt yêu cầu.
-Nếu kết quả lệch quá nhiều so với trị số của màng chuẩn, máy cần được hiệu chuẩn lại.


- Kiểm tra màng cao su: Quan sát hình dạng vết rách trên màng nhôm sau khi bục (phải có dạng hình vòm nón đều). Nếu vết rách bị lệch hoặc màng cao su bên dưới có dấu hiệu chai cứng, nứt nẻ thì cần phải thay màng cao su mới.
Các bước bảo dưỡng thiết bị cơ bản:
- Vệ sinh và xả nước bộ lọc khí: Tiến hành xả nước ngưng tụ trong cốc lọc khí nén định kỳ. Lau chùi sạch sẽ bụi bẩn bám trên bộ điều áp để dòng khí nén cấp cho xi lanh kẹp luôn khô sạch và ổn định áp suất.
- Bảo dưỡng hệ thống thủy lực tạo áp: Kiểm tra lượng dầu thủy lực chuyên dụng bên trong máy. Nếu dầu bị hao hụt hoặc có bọt khí (dẫn đến hiện tượng tăng áp không đều, kết quả Peak bị ảo), cần tiến hành châm thêm dầu hoặc xả air (đuổi bọt khí) theo đúng quy trình kỹ thuật.
- Vệ sinh mâm kẹp: Lau sạch các đường gân vằn trên mâm kẹp trên và mâm kẹp dưới. Tránh để xơ giấy, bụi bẩn hoặc mảnh vụn nhôm bám vào làm giảm độ ma sát khi kẹp mẫu.
- Chăm sóc linh kiện điện tử và máy in: Kiểm tra các giắc cắm linh kiện bên trong để đảm bảo không bị lỏng do rung động khi máy ép bục. Thay thế cuộn giấy in nhiệt mới khi máy báo hết giấy.

Trong quá trình kiểm tra, nếu phát hiện bất kỳ điều bất thường hãy liên hệ ngay với bộ phận kỹ thuật của chúng tôi. Công ty TNHH ILAB sẽ cung cấp tất cả các dịch vụ hỗ trợ kiểm tra, chuẩn lỗi, sữa chữa, thay thế phụ tùng chính hãng. Liên hệ ngay để được tư vấn và hỗ trợ sớm nhất.